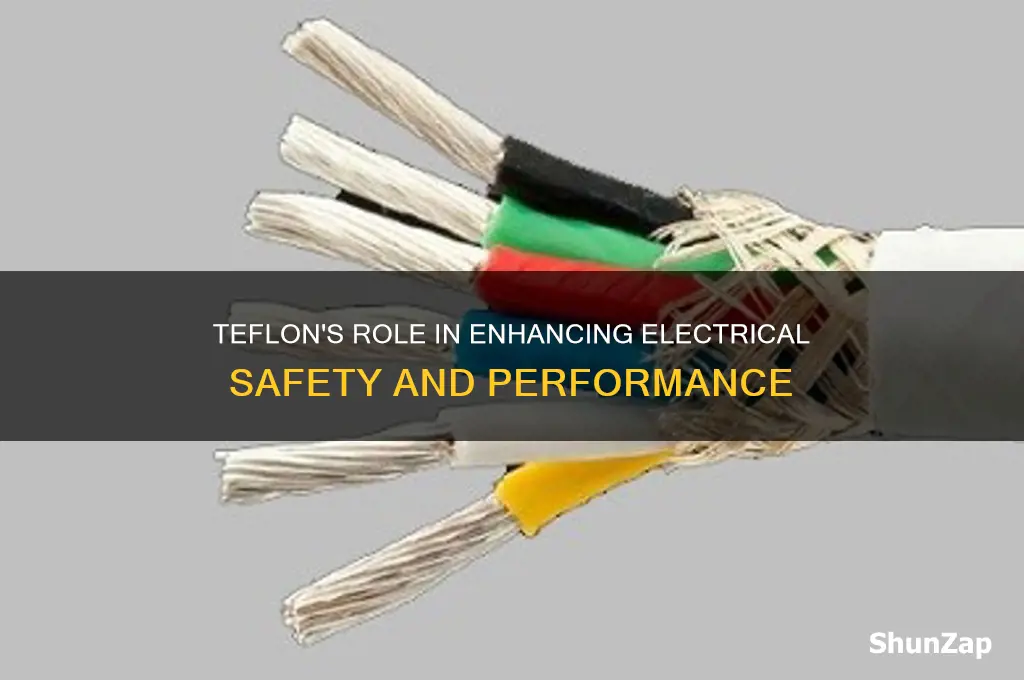
Teflon, chemically known as polytetrafluoroethylene (PTFE), is widely used in electrical applications due to its exceptional properties. Its high dielectric strength makes it an ideal insulator, preventing electrical leakage and ensuring safety in high-voltage systems. Teflon’s resistance to heat, chemicals, and corrosion allows it to perform reliably in harsh environments, such as in wiring, connectors, and circuit boards. Additionally, its low friction coefficient reduces wear and tear on moving parts, while its non-reactive nature ensures compatibility with various materials. These characteristics make Teflon indispensable in electrical engineering, enhancing efficiency, durability, and safety in a wide range of applications.
| Characteristics | Values |
|---|---|
| Chemical Resistance | Teflon (PTFE) is highly resistant to acids, bases, solvents, and other corrosive chemicals, making it ideal for harsh electrical environments. |
| High Temperature Stability | Withstands temperatures up to 260°C (500°F) continuously, ensuring reliability in high-temperature electrical applications. |
| Low Dielectric Constant | Exhibits a low dielectric constant (2.1), minimizing signal loss and distortion in high-frequency electrical circuits. |
| Low Dissipation Factor | Has a low dissipation factor, reducing energy loss in the form of heat in electrical insulation. |
| Excellent Electrical Insulation | Provides superior electrical insulation properties, preventing short circuits and ensuring safety. |
| Non-Stick Surface | Its non-stick nature prevents the accumulation of dust, dirt, and moisture, maintaining consistent electrical performance. |
| Arc Resistance | Resists electrical arcing, reducing the risk of damage to components and ensuring longer lifespan. |
| Mechanical Strength | Offers good mechanical strength and flexibility, allowing it to withstand physical stress in electrical applications. |
| Low Friction | Reduces wear and tear on moving parts in electrical devices due to its low coefficient of friction. |
| UV and Weather Resistance | Resistant to UV radiation and weathering, making it suitable for outdoor electrical applications. |
| Non-Flammable | Classified as a non-flammable material, enhancing safety in electrical systems. |
| Biocompatibility | Although primarily used in electrical applications, PTFE is biocompatible, making it safe for use in medical devices that may have electrical components. |
| Dimensional Stability | Maintains its shape and size under varying conditions, ensuring consistent performance in electrical insulation. |
Explore related products






What You'll Learn
- Teflon's High Dielectric Strength: Resists electrical breakdown, ideal for insulation in high-voltage applications
- Thermal Stability: Maintains properties at extreme temperatures, ensuring reliability in electrical systems
- Chemical Inertness: Resists corrosion, protecting components from harsh chemicals in industrial environments
- Low Friction Coating: Reduces wear on moving parts, enhancing durability in electrical machinery
- Non-Stick Properties: Prevents adhesion of materials, ensuring smooth operation in electrical contacts
![]()
Teflon's High Dielectric Strength: Resists electrical breakdown, ideal for insulation in high-voltage applications
Teflon, chemically known as polytetrafluoroethylene (PTFE), is widely used in electrical applications due to its exceptional high dielectric strength, which is its ability to resist electrical breakdown under high voltage. Dielectric strength is a critical property for insulating materials, as it determines their capacity to withstand electric fields without failing. Teflon’s dielectric strength typically ranges from 600 to 800 volts per mil (V/mil), making it one of the most reliable materials for high-voltage insulation. This property ensures that Teflon can effectively prevent electrical arcing, short circuits, and other forms of electrical failure, even in demanding environments.
The high dielectric strength of Teflon is directly linked to its molecular structure. PTFE consists of carbon and fluorine atoms arranged in a strong, stable chain, with fluorine providing an electronegative shield that resists the penetration of electric fields. This structural stability minimizes the risk of electrical breakdown, where the insulating material fails and allows current to flow through it. In high-voltage applications, such as transformers, capacitors, and cable insulation, Teflon’s ability to maintain its integrity under intense electrical stress is invaluable. Its resistance to breakdown ensures the safety and efficiency of electrical systems, even when operating at extreme voltages.
Another reason Teflon is ideal for high-voltage insulation is its low dielectric constant, which typically ranges from 2.0 to 2.1. A low dielectric constant means that Teflon minimizes the storage of electrical energy within the material, reducing the risk of energy discharge and further enhancing its insulating properties. This combination of high dielectric strength and low dielectric constant makes Teflon particularly suited for applications where electrical efficiency and reliability are paramount, such as in aerospace, power transmission, and industrial machinery.
Teflon’s resistance to electrical breakdown is further complemented by its thermal stability. It can operate continuously at temperatures up to 260°C (500°F) without degrading, ensuring that it remains effective even in high-temperature electrical environments. This thermal resistance, combined with its dielectric strength, allows Teflon to perform reliably in harsh conditions where other insulating materials might fail. For instance, in high-voltage cables or connectors, Teflon’s ability to withstand both thermal and electrical stress ensures long-term performance and safety.
In addition to its electrical properties, Teflon’s chemical inertness plays a role in its suitability for high-voltage applications. It is resistant to most acids, bases, and solvents, which protects it from chemical degradation that could compromise its insulating ability. This chemical resistance, coupled with its high dielectric strength, makes Teflon an ideal choice for electrical components exposed to corrosive environments, such as in chemical plants or outdoor power distribution systems. Its durability ensures that the insulation remains effective over time, reducing maintenance needs and extending the lifespan of electrical equipment.
In summary, Teflon’s high dielectric strength, combined with its low dielectric constant, thermal stability, and chemical inertness, makes it an unparalleled material for insulation in high-voltage applications. Its ability to resist electrical breakdown under extreme conditions ensures the safety, efficiency, and reliability of electrical systems. Whether in transformers, cables, or connectors, Teflon’s unique properties make it a cornerstone material in modern electrical engineering, where high-voltage insulation demands the highest standards of performance.
Electrical Vehicles: Understanding the Four Main Types
You may want to see also
Explore related products






![]()
Thermal Stability: Maintains properties at extreme temperatures, ensuring reliability in electrical systems
Teflon, chemically known as polytetrafluoroethylene (PTFE), is widely used in electrical applications due to its exceptional thermal stability. This property allows Teflon to maintain its structural and electrical characteristics even when exposed to extreme temperatures, ranging from cryogenic levels to high heat environments. In electrical systems, components often operate under conditions that involve significant temperature fluctuations. Teflon’s ability to withstand such extremes without degrading ensures the long-term reliability and safety of these systems. For instance, in high-temperature wiring or insulation, Teflon prevents melting, cracking, or loss of dielectric strength, which could otherwise lead to electrical failures or hazards.
The thermal stability of Teflon is rooted in its unique molecular structure. The strong carbon-fluorine bonds in PTFE provide a high degree of resistance to heat, making it one of the most thermally stable polymers available. This stability is crucial in applications like circuit boards, transformers, and connectors, where exposure to elevated temperatures is common. Unlike other materials that may soften, deform, or release harmful gases when heated, Teflon retains its form and properties, ensuring consistent performance in critical electrical components.
In addition to its resistance to high temperatures, Teflon also excels in low-temperature environments. Its low thermal expansion coefficient means it remains dimensionally stable even in cryogenic conditions, making it ideal for use in aerospace, refrigeration, and scientific equipment. This dual capability to perform reliably across a wide temperature spectrum is a key reason why Teflon is preferred in electrical systems that operate in diverse and demanding environments.
Another critical aspect of Teflon’s thermal stability is its ability to maintain excellent electrical insulation properties under heat. As temperatures rise, many insulating materials experience a decrease in dielectric strength, increasing the risk of short circuits or arcing. Teflon, however, retains its high dielectric strength even at elevated temperatures, ensuring that electrical systems remain safe and functional. This makes it indispensable in high-voltage applications, where thermal stability directly correlates with system reliability and safety.
Furthermore, Teflon’s thermal stability contributes to its longevity in electrical applications. By resisting thermal degradation, it minimizes the need for frequent replacements or repairs, reducing downtime and maintenance costs. This durability is particularly valuable in industrial settings, where electrical systems must operate continuously under harsh conditions. In summary, Teflon’s thermal stability is a cornerstone of its utility in electrical systems, providing unmatched reliability and performance across extreme temperature ranges.
Electric Vehicles and Ozone: What's the Connection?
You may want to see also
Explore related products






![]()
Chemical Inertness: Resists corrosion, protecting components from harsh chemicals in industrial environments
Teflon, chemically known as polytetrafluoroethylene (PTFE), is widely used in electrical applications due to its exceptional chemical inertness. This property allows Teflon to resist corrosion and degradation when exposed to harsh chemicals commonly found in industrial environments. Unlike many other materials, Teflon does not react with acids, bases, solvents, or other corrosive substances, making it an ideal protective barrier for electrical components. This resistance ensures the longevity and reliability of equipment, even in aggressive chemical settings where other materials would fail.
In industrial settings, electrical components are often exposed to chemicals such as hydrochloric acid, sulfuric acid, or sodium hydroxide, which can corrode metals and degrade insulating materials. Teflon’s chemical inertness acts as a shield, preventing these substances from damaging sensitive parts like wires, connectors, and insulators. This protective quality is particularly critical in industries such as chemical manufacturing, pharmaceuticals, and petrochemicals, where exposure to corrosive agents is routine. By using Teflon, manufacturers can ensure that electrical systems remain functional and safe, even under extreme chemical stress.
Another advantage of Teflon’s chemical inertness is its ability to maintain its structural integrity over time. Many materials, when exposed to harsh chemicals, may swell, crack, or lose their insulating properties, leading to electrical failures. Teflon, however, remains stable and unchanged, preserving its insulating and protective functions. This stability is essential for high-voltage applications, where any degradation of insulating materials could result in short circuits, arcing, or equipment failure. Teflon’s reliability in such conditions makes it a preferred choice for critical electrical components.
Furthermore, Teflon’s chemical inertness contributes to its effectiveness as an insulating material. In electrical systems, insulation must not only prevent current leakage but also withstand chemical attacks that could compromise its performance. Teflon’s resistance to corrosion ensures that it remains an effective insulator, even in environments where other materials would deteriorate. This dual role—as both a protective barrier and an insulator—makes Teflon indispensable in applications like cable coatings, gaskets, and seals, where exposure to chemicals is a constant threat.
Lastly, the use of Teflon in electrical applications reduces maintenance and replacement costs in industrial environments. By protecting components from chemical damage, Teflon minimizes the need for frequent repairs or part replacements, which can be both costly and time-consuming. Its durability and resistance to corrosion ensure that electrical systems operate efficiently with minimal downtime, even in the harshest conditions. This makes Teflon a cost-effective solution for industries where chemical exposure is a significant challenge. In summary, Teflon’s chemical inertness is a key reason for its widespread use in electrical applications, providing unmatched protection against corrosion and ensuring the reliability of industrial electrical systems.
Electric Vehicles: Less Maintenance, More Benefits?
You may want to see also
Explore related products






![]()
Low Friction Coating: Reduces wear on moving parts, enhancing durability in electrical machinery
Teflon, a brand name for polytetrafluoroethylene (PTFE), is widely used in electrical applications due to its exceptional properties, particularly its low friction characteristics. Low friction coating is a critical aspect of Teflon’s utility in electrical machinery, as it significantly reduces wear on moving parts, thereby enhancing the durability and lifespan of the equipment. When applied as a coating, Teflon creates a smooth, non-stick surface that minimizes the coefficient of friction between components. This reduction in friction is essential in electrical systems where parts are in constant motion, such as gears, bearings, and connectors. By decreasing the resistance between surfaces, Teflon ensures that these components operate more efficiently, generating less heat and experiencing less mechanical stress.
In electrical machinery, wear and tear on moving parts can lead to increased maintenance costs, downtime, and even system failures. Low friction coatings like Teflon address this challenge by providing a protective barrier that prevents metal-to-metal contact. This is particularly important in high-speed applications, where friction can cause rapid degradation of materials. For instance, in electric motors, Teflon-coated bearings experience less abrasion, allowing them to maintain their shape and functionality over extended periods. This not only improves the reliability of the machinery but also reduces the need for frequent replacements, making operations more cost-effective.
Another advantage of Teflon’s low friction properties is its ability to operate effectively in a wide range of temperatures, from -200°C to 260°C. This thermal stability ensures that the coating remains intact and functional even in extreme conditions, which are common in electrical systems. In environments where temperature fluctuations can cause materials to expand or contract, Teflon’s low friction surface prevents binding or seizing of parts. This is crucial for maintaining the smooth operation of machinery, especially in industries like aerospace, automotive, and manufacturing, where precision and reliability are paramount.
Furthermore, Teflon’s chemical inertness complements its low friction properties, making it an ideal coating for electrical components exposed to harsh substances. Unlike other materials, Teflon does not react with oils, solvents, or acids, ensuring that the coating remains effective even in corrosive environments. This chemical resistance, combined with its low friction characteristics, protects moving parts from both mechanical and chemical degradation. As a result, electrical machinery coated with Teflon can operate in demanding conditions without compromising performance or longevity.
In summary, low friction coatings like Teflon play a vital role in reducing wear on moving parts in electrical machinery, thereby enhancing durability and efficiency. By minimizing friction, Teflon ensures smoother operation, reduces heat generation, and prevents premature failure of components. Its thermal stability and chemical resistance further contribute to its effectiveness in protecting machinery under diverse operating conditions. For these reasons, Teflon remains a preferred choice in electrical applications where reliability and longevity are critical.
Claiming Your Electric Vehicle Subsidy: A Step-by-Step Guide
You may want to see also
Explore related products






![]()
Non-Stick Properties: Prevents adhesion of materials, ensuring smooth operation in electrical contacts
Teflon, chemically known as polytetrafluoroethylene (PTFE), is widely used in electrical applications primarily due to its exceptional non-stick properties. This characteristic prevents the adhesion of materials to its surface, which is crucial in maintaining the integrity and functionality of electrical components. In electrical contacts, such as switches, connectors, and relays, the accumulation of debris, dust, or other contaminants can lead to increased resistance, arcing, or even failure. Teflon’s non-stick surface ensures that these materials do not adhere, thereby reducing the risk of interference and ensuring smooth, uninterrupted operation. This property is particularly vital in high-precision electrical systems where even minor disruptions can compromise performance.
The non-stick nature of Teflon also plays a significant role in preventing the buildup of oxides or other insulating layers on electrical contacts. Over time, repeated use of electrical contacts can lead to the formation of oxide layers, which increase contact resistance and degrade conductivity. Teflon’s ability to resist adhesion minimizes this issue, ensuring that contacts remain clean and maintain optimal electrical conductivity. This is especially important in applications like circuit breakers and connectors, where reliability and efficiency are paramount. By preventing material adhesion, Teflon helps extend the lifespan of electrical components and reduces the need for frequent maintenance.
Another advantage of Teflon’s non-stick properties is its ability to reduce friction between moving parts in electrical systems. In mechanisms such as potentiometers, sliders, or rotary switches, friction can cause wear and tear, leading to degraded performance or failure. Teflon’s low-friction surface ensures that components move smoothly without sticking or binding, even in high-cycle applications. This not only enhances the operational efficiency of the electrical system but also minimizes energy loss due to friction. As a result, Teflon is often used as a coating or lining in such devices to ensure seamless functionality.
Furthermore, Teflon’s non-stick properties contribute to its resistance to chemical and environmental contaminants. In electrical applications, exposure to oils, greases, or other substances can compromise the performance of contacts. Teflon’s inert surface repels these materials, preventing them from adhering and interfering with electrical conductivity. This makes it an ideal choice for use in harsh or industrial environments where contamination is a concern. By maintaining a clean and non-adhesive surface, Teflon ensures that electrical contacts operate reliably, even under challenging conditions.
In summary, the non-stick properties of Teflon are essential for preventing adhesion of materials in electrical contacts, which in turn ensures smooth and reliable operation. By minimizing contamination, reducing friction, and resisting the buildup of insulating layers, Teflon enhances the performance and longevity of electrical components. Its unique characteristics make it a preferred material in applications where precision, efficiency, and durability are critical. Whether used as a coating, lining, or standalone component, Teflon’s non-stick properties play a pivotal role in maintaining the integrity of electrical systems.
Are All Genesis Cars Electric? Unraveling the Brand's Powertrain Evolution
You may want to see also
Frequently asked questions
Teflon is used in electrical applications due to its excellent dielectric properties, high thermal resistance, and chemical inertness, making it ideal for insulation and protection in high-temperature and corrosive environments.
Teflon’s low dielectric constant and high breakdown voltage make it an effective insulator, preventing electrical leakage and ensuring reliable performance in wiring, cables, and connectors.
Yes, Teflon can withstand temperatures up to 260°C (500°F) without degrading, making it suitable for use in high-temperature electrical applications like motors, transformers, and circuit boards.
Teflon is highly chemically resistant, protecting electrical components from acids, bases, and solvents, which ensures longevity and reliability in harsh industrial settings.
Teflon’s non-flammability and self-extinguishing properties reduce the risk of fire, while its insulation capabilities minimize short circuits and electrical failures, enhancing overall system safety.