The coating of electrical wires is a critical aspect of ensuring safety, durability, and performance in electrical systems. Among the various plastics used for this purpose, polyvinyl chloride (PVC) is the most commonly employed material due to its excellent insulating properties, flame resistance, and cost-effectiveness. PVC provides a robust barrier against moisture, chemicals, and abrasion, making it ideal for both residential and industrial applications. Additionally, polyethylene (PE) and cross-linked polyethylene (XLPE) are used for higher-temperature and high-voltage applications, offering superior thermal stability and electrical insulation. The choice of plastic depends on factors such as voltage rating, environmental conditions, and specific industry standards, ensuring the wire’s longevity and reliability in diverse settings.
Explore related products






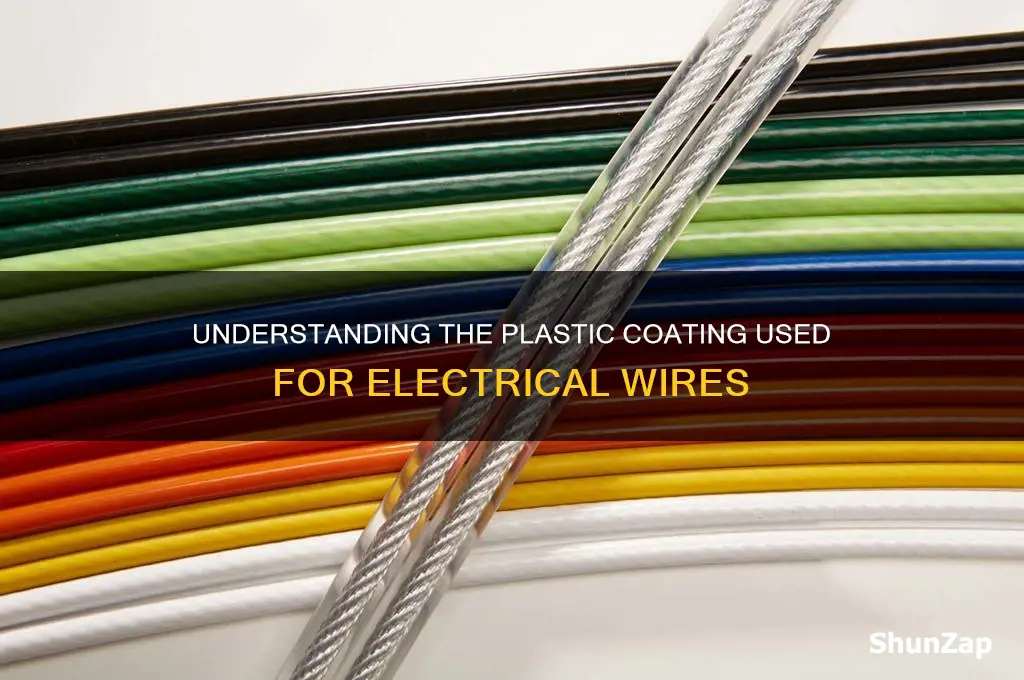
What You'll Learn
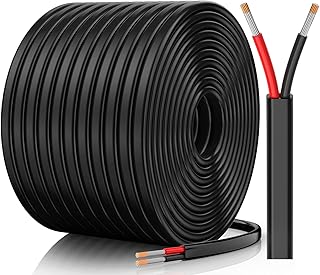
- PVC Insulation: Most common, cost-effective, flame-retardant, durable, flexible, widely used for electrical wiring
- Polyethylene Coating: Lightweight, moisture-resistant, ideal for high-frequency cables, flexible applications
- Teflon (PTFE): Heat-resistant, non-stick, used in high-temperature, specialized electrical wiring
- Nylon Jacketing: Abrasion-resistant, flexible, protects wires in harsh environments, industrial use
- Rubber Insulation: Flexible, shock-resistant, used in portable cords, appliances, and tools
![]()
PVC Insulation: Most common, cost-effective, flame-retardant, durable, flexible, widely used for electrical wiring
PVC (Polyvinyl Chloride) insulation is the most widely used material for coating electrical wires due to its exceptional combination of properties and cost-effectiveness. It is the go-to choice for a broad range of electrical applications, from household wiring to industrial cabling. One of the primary reasons for its popularity is its affordability, which makes it an economically viable option for large-scale production. Despite its low cost, PVC insulation does not compromise on quality, offering a robust solution for wire protection.
The material's flame-retardant properties are a critical aspect of its suitability for electrical wiring. PVC insulation is designed to resist combustion, which significantly reduces the risk of fire hazards in electrical systems. This feature is particularly important in environments where safety is paramount, such as residential buildings, offices, and industrial facilities. The flame-retardant nature of PVC ensures that in the event of an electrical fault or overheating, the insulation material will not contribute to the spread of flames, providing valuable time for safety measures to be activated.
Durability and flexibility are two more key attributes of PVC insulation. It can withstand a wide range of temperatures, from extreme cold to high heat, without losing its structural integrity. This makes PVC-insulated wires suitable for use in various environments, including outdoor installations where they are exposed to weather fluctuations. Additionally, PVC's flexibility allows wires to be bent and routed through tight spaces without cracking or breaking, ensuring ease of installation and long-term reliability.
The versatility of PVC insulation is another factor contributing to its widespread use. It can be formulated to meet specific requirements, such as enhanced flexibility for movable parts or increased rigidity for structural support. This adaptability makes PVC suitable for diverse applications, from lightweight, flexible cords to heavy-duty power cables. Its ability to provide a consistent and reliable performance across different use cases further cements its position as the preferred choice for electrical wire insulation.
In summary, PVC insulation stands out as the most common and practical solution for coating electrical wires. Its cost-effectiveness, combined with its flame-retardant, durable, and flexible properties, makes it an ideal material for ensuring the safety and efficiency of electrical systems. The widespread adoption of PVC in the electrical industry is a testament to its reliability and versatility, making it the benchmark against which other insulation materials are measured. Whether for residential, commercial, or industrial applications, PVC insulation continues to be the trusted choice for professionals in the field.
Electric Vehicles: Advancements in Technology and Innovation
You may want to see also
Explore related products





![]()
Polyethylene Coating: Lightweight, moisture-resistant, ideal for high-frequency cables, flexible applications
Polyethylene coating is a widely used solution for electrical wire insulation, offering a unique combination of properties that make it highly suitable for various applications. One of its most notable advantages is its lightweight nature, which is a crucial factor in the design of modern electrical systems. In industries where weight is a critical consideration, such as aerospace or automotive, polyethylene-coated wires provide an efficient solution without compromising performance. This lightweight characteristic also simplifies the installation process, making it easier to handle and route wires, especially in complex or confined spaces.
Moisture resistance is another key attribute of polyethylene coating. Electrical wires are often exposed to harsh environmental conditions, including humidity and water. Polyethylene acts as an effective barrier, preventing moisture ingress and ensuring the integrity of the wire's conductivity. This moisture-resistant property is essential for maintaining the reliability and longevity of electrical systems, particularly in outdoor or underground installations where exposure to moisture is inevitable. The coating's ability to repel water makes it an excellent choice for applications requiring consistent performance in challenging environments.
The suitability of polyethylene for high-frequency cables is a significant aspect of its application in electrical wiring. High-frequency signals demand insulation materials with low dielectric loss and consistent electrical properties. Polyethylene meets these requirements, allowing for efficient signal transmission with minimal distortion. This makes it an ideal choice for data cables, coaxial cables, and other high-speed communication lines where signal integrity is paramount. Its ability to maintain signal quality over long distances and at high frequencies is a testament to its effectiveness in modern communication infrastructure.
Flexibility is a critical feature of polyethylene-coated wires, enabling their use in dynamic and demanding applications. Unlike some other insulation materials, polyethylene remains flexible even at low temperatures, ensuring that the wires can withstand bending and twisting without cracking or becoming brittle. This flexibility is advantageous in movable parts, robotics, and other applications where wires are subject to constant motion. The coating's ability to adapt to various shapes and movements without compromising its protective properties makes it a versatile choice for engineers and designers.
In summary, polyethylene coating offers a compelling package of attributes for electrical wire insulation. Its lightweight nature, moisture resistance, suitability for high-frequency applications, and flexibility make it a preferred choice across various industries. From ensuring reliable outdoor installations to enabling efficient data transmission, polyethylene-coated wires play a vital role in modern electrical and communication systems. This coating material's versatility and performance characteristics contribute to the overall efficiency and durability of electrical wiring solutions.
Electric Vehicles: Tax Credit History in the US
You may want to see also
Explore related products




![]()
Teflon (PTFE): Heat-resistant, non-stick, used in high-temperature, specialized electrical wiring
Teflon, chemically known as Polytetrafluoroethylene (PTFE), is a highly specialized plastic widely used for coating electrical wires, particularly in applications requiring exceptional heat resistance and durability. Its unique properties make it ideal for high-temperature environments where standard insulation materials would fail. PTFE can withstand temperatures ranging from -200°C to 260°C, ensuring reliable performance in extreme conditions. This heat resistance is crucial for electrical wiring in industries such as aerospace, automotive, and manufacturing, where components are exposed to intense thermal stress.
One of the standout features of Teflon is its non-stick surface, which not only prevents adhesion to other materials but also reduces friction. This property is advantageous in electrical wiring because it minimizes the risk of damage during installation and maintenance. The non-stick nature of PTFE ensures that wires can be easily routed and bent without the insulation cracking or peeling off, maintaining the integrity of the electrical connection. Additionally, its low dielectric constant makes it an excellent insulator, effectively preventing electrical leakage and ensuring safety in high-voltage applications.
Teflon’s chemical inertness is another critical factor in its use for coating electrical wires. It is resistant to acids, bases, and most solvents, making it suitable for harsh chemical environments. This resistance to corrosion and degradation ensures that the wiring remains functional over extended periods, even in aggressive industrial settings. For specialized electrical wiring, such as in chemical plants or laboratories, PTFE’s ability to withstand corrosive substances is invaluable, providing long-term reliability and reducing maintenance costs.
In high-temperature applications, Teflon’s thermal stability is unmatched. Unlike other plastics that may melt or deform under heat, PTFE retains its structural integrity, ensuring continuous electrical insulation. This makes it the material of choice for wiring in ovens, heaters, and other high-heat appliances. Its ability to perform consistently under thermal stress also makes it ideal for use in aerospace and defense systems, where components must operate reliably in extreme conditions.
Despite its numerous advantages, Teflon is not the most cost-effective option for all electrical wiring applications. Its specialized properties come at a higher price point compared to more common insulation materials like PVC or polyethylene. However, for high-temperature and chemically demanding environments, the investment in PTFE-coated wiring pays off in terms of safety, durability, and performance. Engineers and designers often prioritize Teflon for critical applications where failure is not an option, making it a cornerstone material in specialized electrical wiring solutions.
Electric Vehicles: Cold Weather's Impact on Performance and Range
You may want to see also
Explore related products






![]()
Nylon Jacketing: Abrasion-resistant, flexible, protects wires in harsh environments, industrial use
Nylon jacketing is a highly effective solution for coating electrical wires, particularly in demanding industrial environments where durability and flexibility are paramount. This type of jacketing is made from nylon, a thermoplastic polymer known for its exceptional abrasion resistance. In industrial settings, wires are often exposed to rough surfaces, sharp edges, and constant movement, which can lead to wear and tear. Nylon’s tough outer layer acts as a protective barrier, significantly extending the lifespan of the wires by minimizing damage from friction and external impacts. This makes it an ideal choice for applications where wires are subjected to harsh mechanical stresses.
One of the standout features of nylon jacketing is its flexibility, which allows it to conform to the shape of the wires without restricting movement. This is crucial in dynamic industrial environments where wires may need to bend, twist, or stretch during installation or operation. Unlike rigid coatings that can crack or split under stress, nylon maintains its integrity even when repeatedly flexed. This flexibility ensures that the wires remain protected without compromising their functionality, making nylon jacketing suitable for both static and moving parts in machinery, robotics, and other industrial equipment.
In addition to its abrasion resistance and flexibility, nylon jacketing provides excellent protection against harsh environmental conditions. It is resistant to chemicals, oils, and solvents commonly found in industrial settings, preventing corrosion and degradation of the wires. Nylon also offers thermal stability, capable of withstanding a wide range of temperatures without losing its protective properties. This makes it particularly useful in environments with extreme heat or cold, such as manufacturing plants, outdoor installations, or automotive applications. Its ability to shield wires from moisture, UV radiation, and other environmental factors further enhances its suitability for rugged industrial use.
The installation and maintenance of nylon-jacketed wires are straightforward, adding to their appeal in industrial applications. The material’s smooth surface reduces friction during installation, allowing wires to be easily pulled through conduits or around obstacles. Its resistance to abrasion also minimizes the risk of damage during handling or routing. Furthermore, nylon’s durability reduces the need for frequent replacements or repairs, lowering maintenance costs and downtime in industrial operations. This combination of ease of use and long-term reliability makes nylon jacketing a cost-effective choice for protecting electrical wires in challenging environments.
Overall, nylon jacketing stands out as a superior option for coating electrical wires in industrial settings due to its abrasion resistance, flexibility, and ability to withstand harsh conditions. Its robust protective qualities ensure the longevity and performance of wires, even in the most demanding applications. Whether used in heavy machinery, automation systems, or outdoor installations, nylon jacketing provides the durability and adaptability needed to meet the rigorous requirements of industrial environments. For engineers and technicians seeking a reliable wire coating solution, nylon jacketing offers a proven and practical choice.
Electric Vehicles: 5 Distinct Types Revolutionizing the Roads
You may want to see also
Explore related products






![]()
Rubber Insulation: Flexible, shock-resistant, used in portable cords, appliances, and tools
Rubber insulation is a highly versatile and widely used material for coating electrical wires, particularly in applications that require flexibility and durability. Unlike rigid plastics, rubber offers exceptional elasticity, allowing it to bend and twist without cracking or breaking. This flexibility makes it ideal for portable cords, where wires need to withstand frequent movement and manipulation. For instance, extension cords, power tool cables, and appliance wires often rely on rubber insulation to maintain their integrity under constant use. The ability of rubber to return to its original shape after deformation ensures long-term reliability, even in demanding environments.
One of the standout features of rubber insulation is its shock-resistant properties. Rubber is inherently resistant to impact and abrasion, making it a safe choice for electrical wiring in tools and appliances that may be subjected to rough handling. This shock resistance also enhances safety by minimizing the risk of wire damage that could lead to electrical hazards. For example, in power tools like drills or saws, rubber-insulated wires can absorb vibrations and impacts without compromising their protective function. This durability is particularly important in industrial or construction settings where equipment is exposed to harsh conditions.
Rubber insulation is also valued for its ability to provide excellent electrical resistance. It effectively prevents current leakage and short circuits, ensuring the safe operation of devices. Additionally, rubber has a high dielectric strength, meaning it can withstand high voltages without breaking down. This property is crucial for applications where wires are exposed to significant electrical stress, such as in heavy-duty appliances or machinery. The combination of flexibility, shock resistance, and electrical safety makes rubber insulation a preferred choice for a wide range of electrical wiring needs.
Another advantage of rubber insulation is its resistance to environmental factors. It performs well in varying temperatures, maintaining its flexibility in cold conditions and its stability in heat. This makes it suitable for both indoor and outdoor use, from household appliances to outdoor power equipment. Rubber is also resistant to moisture, chemicals, and UV radiation, further extending its usability in diverse environments. However, it’s important to note that natural rubber can degrade over time when exposed to oils or certain solvents, so synthetic rubber compounds are often used to enhance resistance to these substances.
In summary, rubber insulation stands out as a flexible, shock-resistant, and reliable option for coating electrical wires, especially in portable cords, appliances, and tools. Its ability to withstand bending, impact, and environmental stressors, coupled with its excellent electrical properties, makes it an indispensable material in the electrical industry. While alternatives like PVC and thermoplastic elastomers are also used, rubber remains a top choice for applications where flexibility and durability are paramount. Whether in a household appliance or a heavy-duty power tool, rubber insulation ensures safety, performance, and longevity in electrical wiring systems.
The Problem With Electric Vehicle Batteries: Range and Charging
You may want to see also
Frequently asked questions
Polyvinyl chloride (PVC) is the most commonly used plastic for coating electrical wires due to its durability, flexibility, and excellent insulation properties.
PVC is preferred because it is cost-effective, resistant to heat, chemicals, and abrasion, and provides good electrical insulation, making it ideal for wire protection.
Yes, alternatives include polyethylene (PE), cross-linked polyethylene (XLPE), and thermoplastic elastomers (TPE), which are used based on specific application requirements like temperature resistance or flexibility.
PVC is suitable for moderate temperatures but not ideal for high-temperature applications. For such cases, materials like XLPE or fluoropolymers (e.g., PTFE) are used due to their superior heat resistance.